Improving tool life in turning is crucial for enhancing productivity, reducing downtime, and minimizing tooling costs.

Tool Geometries: Different materials exhibit varying machinability characteristics. Select tool geometries that match the material being machined. For example, use sharper angles for soft materials and tougher geometries for harder materials.
Tool Substrates: Choose tool substrates (e.g., carbide, ceramics, high-speed steel) based on the material’s hardness and other properties.
Introduction to Coatings: Consider using cutting tools with advanced coatings to enhance wear resistance and reduce friction during cutting. Common coatings include TiAlN (Titanium Aluminum Nitride) and TiCN (Titanium Carbonitride).
TiAlN Coating: TiAlN is suitable for a wide range of materials and provides excellent wear resistance, high-temperature stability, and increased tool life.
TiCN Coating: TiCN coatings offer improved hardness and wear resistance, making them effective for cutting applications in challenging materials.
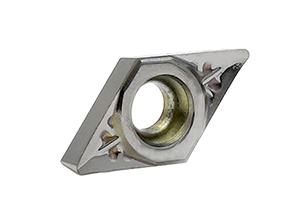
Sharp Cutting Edges: For finishing operations, choose inserts with sharp cutting edges to achieve high surface quality.
Reinforced Cutting Edges: In roughing applications, consider inserts with reinforced cutting edges to withstand higher cutting forces and reduce the risk of chipping.
Turning Tool Types: Select the appropriate turning tool type based on the application, such as external turning, internal turning, or profiling. Each tool type is designed for specific machining tasks.
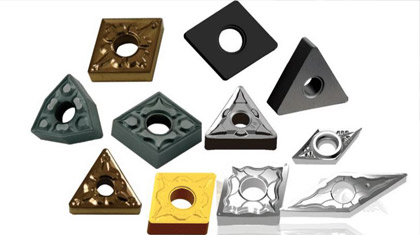
Insert Shape: Choose insert shapes that align with the desired cutting action. Different shapes, such as square, round, or triangular inserts, are suited for various cutting operations.
Machining Conditions: Consider the overall machining conditions, including cutting speed, feed rate, and depth of cut, when selecting tools.
Coolant Requirements: Some materials may benefit from specialized coolant strategies, influencing the choice of tool coatings and materials.
Directing Coolant: Ensure that coolant is applied strategically to the cutting zone where heat is generated. Proper nozzle placement and alignment are crucial for effective heat dissipation.
Coolant Coverage: Optimize coolant pressure and flow rates to achieve adequate coverage. This helps in cooling both the cutting tool and the workpiece.
Selection Criteria: Choose coolant types based on the materials being machined and specific machining requirements. Water-soluble coolants, synthetic coolants, and semi-synthetic coolants offer different benefits.
Additives: Consider coolants with additives to enhance performance. Additives can improve lubricity, corrosion resistance, and overall cooling effectiveness.
Optimal Coolant Temperature: Maintain the coolant at an optimal temperature. This ensures its efficiency in dissipating heat. Cooling systems and temperature control devices can help regulate coolant temperatures.
High-Temperature Applications: For high-temperature machining, use coolants designed to withstand elevated temperatures without compromising performance.
Minimizing Friction: Apply lubrication to the tool–workpiece interface to minimize friction and reduce heat generation. Proper lubrication is crucial for preventing premature tool wear.
Lubricant Selection: Choose lubricants compatible with the machining environment and materials. High-quality cutting oils or specialty lubricants can enhance lubrication efficiency.
Mist Systems: Implement misting systems for controlled and efficient delivery of cutting fluids. Misting is suitable for various turning applications, providing a fine spray for cooling and lubrication.
Flood Cooling: Use flood cooling in applications with heavy cuts or extended machining times. Flood cooling involves the continuous flow of coolant over the cutting zone for effective temperature control.
Regular Cleaning: Keep coolant systems and nozzles clean to prevent clogging and ensure consistent fluid delivery. Regular cleaning prevents disruptions in coolant flow.
Fluid Filtration: Install filtration systems to remove contaminants from the coolant. Clean coolant promotes efficient heat dissipation and extends the life of both the coolant and the tool.
Monitoring Systems: Implement real-time monitoring systems to assess the effectiveness of coolant and lubrication. Regularly check and adjust coolant parameters based on monitoring data.
Proactive Adjustments: Proactively adjust coolant flow rates, concentrations, and lubrication levels based on observed tool conditions to maintain optimal machining performance.
Cutting Edge Shapes: Choose the right cutting edge shape based on the turning operation. Common shapes include square, round, triangular, and diamond. Each shape serves specific machining purposes.
Tool Angles: Optimize tool angles such as rake angle, relief angle, and clearance angle. These angles influence chip formation, cutting forces, and tool life.
Rake Angle: Adjust the rake angle to control the cutting forces and chip flow. Positive rake angles facilitate smoother cutting, while negative rake angles are suitable for tougher materials.
Clearance Angle: Proper clearance angles prevent the tool from rubbing against the workpiece, reducing friction and heat generation. Adjust clearance angles based on material properties.
Relief Angle: Relief angles ensure the tool doesn’t rub against the workpiece during cutting. Adequate relief angles prevent tool wear and enhance chip evacuation.
Role in Surface Finish: Consider the nose radius when aiming for specific surface finishes. Smaller nose radii are suitable for finer finishes, while larger radii are effective for roughing operations.
Chip Control: Nose radius influences chip control, affecting chip formation and evacuation. Optimize the nose radius based on the material and desired chip characteristics.
Sharp Cutting Edges: For finishing operations, use sharp cutting edges to achieve high surface quality. Proper edge preparation ensures minimal edge rounding for precise machining.
Reinforced Cutting Edges: In roughing applications, consider edge reinforcement to withstand higher cutting forces. Edge honing and chamfering enhance tool durability.
Chip Breakers: Implement chip breakers to control chip formation and prevent chip entanglement. Well-designed chip breakers contribute to improved tool life.
Hardness and Toughness: Choose tool materials with a balanced combination of hardness and toughness. Carbide, ceramics, and high-speed steel are common materials, each offering unique advantages.
Temperature Resistance: Consider the temperature resistance of tool materials, especially in high-speed and high-temperature machining. Higher temperature resistance contributes to longer tool life.
Edge Honing: Implement edge honing to refine cutting edges and enhance their sharpness. Honing improves the initial cutting performance and can be applied periodically during tool life.
Chamfering: Chamfer cutting edges to strengthen the edge and reduce stress concentrations. Proper chamfering contributes to improved tool stability and longevity.
Rigidity: Ensure the machine setup is rigid and stable. Rigidity minimizes vibrations, reduces tool deflection, and enhances overall cutting accuracy.
Vibration Damping: Use vibration-damping materials or technologies to absorb excess vibrations, contributing to improved machining precision.
Tool Holder Selection: Choose high-quality tool holders with strong clamping mechanisms. A secure tool holder minimizes tool movement and enhances cutting stability.
Workholding Rigidity: Select appropriate workholding devices that provide secure and stable clamping. Rigidity in workholding reduces workpiece vibrations during machining.
Optimal Speeds and Feeds: Fine-tune cutting speeds, feed rates, and depths of cut for balanced cutting parameters. Avoid aggressive cutting conditions that may lead to tool wear or poor surface finish.
Consistent Parameters: Maintain consistent cutting parameters throughout the machining process to achieve uniform results.
Proper Tool Overhang: Minimize tool overhang to reduce tool deflection. Shorter tool overhangs enhance tool stability and precision during cutting.
Rigid Tool Setup: Ensure tools are securely fastened to minimize any movement or deflection. Rigidity in the tool setup is crucial for precision machining.
Dynamic Analysis: Conduct dynamic analysis of machining processes to identify and control chatter. Chatter negatively impacts surface finish and tool life.
Chatter Damping Techniques: Implement chatter damping techniques, such as tuned mass dampers or vibration absorbers, to mitigate the effects of chatter during turning.
High-Quality Inserts: Use high-quality cutting inserts with advanced geometries and coatings. Advanced inserts contribute to improved tool life and enhanced precision.
Precision Ground Tools: Employ precision-ground cutting tools to achieve accurate dimensions and superior surface finishes. Precision-ground tools reduce the need for secondary operations.
Optimized Tool Paths: Develop optimized tool paths to minimize tool engagement variations. Consistent tool engagement enhances machining precision.
Trochoidal Milling: Explore trochoidal milling strategies for improved tool life and surface finish. Trochoidal milling reduces radial engagement, minimizing tool wear.
Advanced Coating Technologies: Various advanced coatings, such as AlTiN (Aluminum Titanium Nitride) and DLC (Diamond-Like Carbon), are applied to cutting tools to enhance performance and wear resistance.
To enhance tool life in turning operations, proper tool selection is crucial, involving the choice of cutting tools based on the material being machined and the utilization of inserts. Optimal cutting speeds and feeds play a pivotal role, necessitating fine-tuning based on material, tooling, and machining conditions to avoid excessive wear and heat generation. Appropriate depth of cut is another essential consideration, where determining the optimal depth based on material characteristics and tool properties helps in preventing tool wear and maintaining dimensional accuracy.
Additionally, implementing advanced cutting tool materials, such as carbide, ceramics, or CBN inserts, provides enhanced hardness and wear resistance, particularly beneficial for specific machining applications and materials.
In summary, achieving longer tool life in turning involves a holistic approach encompassing proper tool selection, optimization of cutting parameters,and the utilization of advanced cutting tool materials. Regular monitoring, maintenance practices, and operator expertise further contribute to the overall success of improving tool life in turning operations.