The importance of tools in mechanical machining is self-evident. In the industrial sector, the performance requirements for mechanical parts are constantly increasing. To enhance the wear resistance and extend the lifespan of mechanical parts, quenching treatment is often applied to many structural steel components. However, quenched parts possess high strength and hardness but poor plasticity, posing challenges for cutting operations. So, what kind of tools are suitable for cutting and machining quenched steel? What are the advantages of CBN turning inserts in machining?

The pros and cons of tool performance are crucial for the efficiency and precision of cutting operations. Improving tool performance has always been a subject of continuous exploration and research in the field of mechanical manufacturing. This article primarily introduces the processing characteristics of quenched steel and how to select the right tool materials.
Quenched steel refers to steel components with high hardness (greater than HRC50), high strength, and almost no plasticity.
Cutting characteristics of quenched steel:
Quenched steel offers excellent performance and is widely used in industries such as transportation, wind power, machine tools, and molds. Typical components include gears, gear shafts, bearings, ball screws, synchronizers, and molds.
Due to its excellent performance, heat treatment is an inevitable process for quenched steel. Common heat treatment processes for quenched steel include annealing, quenching, and tempering. Annealing is used to lower the hardness of the metal material, improve plasticity, facilitate cutting or pressure processing, and reduce residual stress. Quenching and tempering are carried out together, with direct tempering after quenching. The purpose of quenching is to obtain the desired martensitic structure in the steel, enhancing its hardness, strength, and wear resistance, and preparing it for subsequent heat treatment. Tempering primarily aims to eliminate the stress generated during quenching, imparting high hardness and wear resistance to the steel while maintaining the required plasticity and toughness.
After heat treatment, the hardness of the workpiece generally exceeds HRC45, and some even exceed HRC60. Different workpieces have different working properties, hence the hardness after heat treatment varies. For instance, the hardness of gear components in an automobile gearbox typically ranges from HRC58 to 63, while that of rotating support bearings falls between HRC47 and 55, and ball screws generally reach HRC60-62.
Quenched steel, after heat treatment, requires precision machining to ensure dimensional accuracy and surface roughness. However, due to the hardness of quenched steel, machining is challenging. For workpieces requiring intermittent cutting or high surface accuracy, grinding methods are often employed to improve precision. Here are a few machining processes for quenched steel:
Gear machining process: Cutting – Forging – Normalizing – Rough turning – Quenching and tempering heat treatment (quenching + high-temperature tempering) – Finish turning – Gear grinding – Inspection and storage.
Ball screw machining process: Cutting – Forging – Annealing – Cutting – Heat treatment – Grinding – Inspection and storage.
Automotive half-shaft machining process: Cutting – Forging – Normalizing – Turning – Spline machining – Heat treatment – Grinding.
From a machining process perspective, the mentioned quenched steel components often require grinding to meet dimensional requirements. Gears, being subject to intermittent cutting, cannot be machined using traditional tools. Ball screws and automotive half-shafts, requiring high surface accuracy, are ground to achieve the desired surface finish.
With the continuous development of cutting technology, the tool industry has successively developed coated cemented carbide tools, ceramic tools, and cubic boron nitride (CBN) tools. This transitioned from grinding to turning as the final machining process, resulting in the advent of vehicle turning technology. Here’s an overview of these three types of tools:
Coated cemented carbide tools: These tools are coated with a wear-resistant material on cemented carbide tools. They offer high hardness and good wear resistance. However, the coating thickness is generally 2-18 μm, and the wear layer is thin. After the wear layer wears out, the tool’s performance becomes similar to that of uncoated cemented carbide tools, or it might fracture. This can lead to increased tool replacement frequency, affecting machining efficiency and increasing tool costs.
Ceramic tools: Compared to coated tools, ceramics offer better performance but are known for their brittleness. They are suitable for finishing hard quenched steel with hardness between HRC45-55. They are not suitable for intermittent cutting or heavy turning.
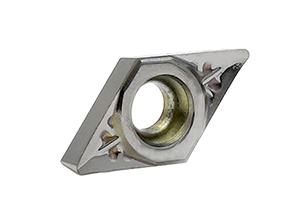
Cubic boron nitride (CBN) tools: Due to their high hardness, second only to diamond tools, they are collectively referred to as superhard tools. Apart from high hardness, they also offer excellent wear resistance. However, like ceramic tools, they are brittle. Through continuous efforts and research, China’s tool industry has developed CBN tools that overcome the limitation of being suitable only for finishing processes.
Considering the different properties of various quenched steel workpieces and the challenges of machining with coated cemented carbide and ceramic tools, China has developed corresponding tool materials.
When processing gear steel, two common scenarios are continuous cutting and intermittent cutting. China has developed BN-H11, BN-H20, and BN-S20 tool materials for these scenarios. The machining strategies are as follows:
Continuous cutting: Use BN-H11 material, which belongs to welded CBN tools. Keep the cutting depth within 0.3mm. Cutting parameters: ap ≤ 1mm, Fr = 0.05-0.35mm/r, VC = 60-250m/min.
Intermittent cutting: Choose BN-H20 material (similar to BN-H11 in design), also a welded CBN tool with strong wear resistance and fracture resistance. Keep the cutting depth within 0.3mm. Cutting parameters: ap ≤ 1mm, Fr = 0.05-0.35mm/r, VC = 60-250m/min.
There’s also a type of intermittent cutting involving heavy turning. Large workpieces often undergo significant deformation after heat treatment, resulting in machining allowances ≥2mm. This falls under strong intermittent cutting. In such cases, China’s BN-S20 material is selected. This brand belongs to integral CBN tools with no upper limit on cutting depth, enabling the entire tool edge to be used.
Today, an increasing number of quenched steel components are found in machine shops. Manufacturers have been seeking efficient and cost-effective turning tools. For the tool industry, only by continuously developing high-performance, high-quality tool materials can it maintain a foothold in the tool market. I hope the information provided above about CBN turning inserts is helpful to readers.