Modern machining procedures rely heavily on carbide inserts because they offer efficiency, precision, and cost-effectiveness. These inserts are even more essential when it comes to machining aluminum because of the special characteristics and difficulties linked to the material. With a focus on topics including insert types, selection criteria, best practices, and safety considerations, this comprehensive book attempts to shed light on the importance of carbide inserts in aluminum machining.

Lightweight and incredibly useful, aluminum is renowned for its superior thermal and electrical conductivity. In comparison to other materials, it is comparatively simple to process due to its low hardness and high ductility. However, for best machining results, specialized tools like carbide inserts are needed due to its high chemical reactivity with cutting tools and susceptibility to work hardening.
Despite its beneficial qualities, aluminum is difficult to machine. The main challenges include built-up edge (BUE) formation, which results in a subpar surface finish and greater tool wear because aluminum adheres to the cutting edge. Additionally, the development of long, stringy chips can lead to chip blockage, which will obstruct the machining operation and possibly harm the workpiece. To address these problems and assure accurate and effective aluminum machining, specialist tools like carbide inserts are required.
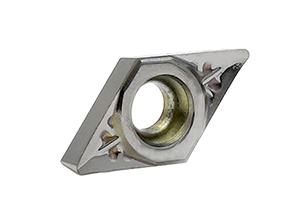
Hard and wear-resistant carbide materials, such as tungsten carbide, are mixed with a strong binder metal to create carbide inserts. These inserts are created specifically to endure the demands of aluminum machining. They effectively evacuate chips, eliminating chip entanglement, and reducing the possibility of workpiece damage because to their strong cutting edges and chipbreaker designs.
Positive vs. Negative Rake Angle
Positive rake angles are excellent for low-power machines and light-duty applications because they lower cutting forces and prolong tool life.
For heavy-duty machining, negative rake angles are suitable because they improve tool life and edge strength.
cutting-edge planning
Honed edges have a smooth cutting motion and use less force when cutting.
Wiper edges, for example, are specially engineered edge preparations that can enhance productivity and surface smoothness.
Chipbreaker Architecture
Chip entanglement is less likely thanks to chipbreakers’ assistance in controlling chip creation and cutting lengthy chips into manageable pieces.
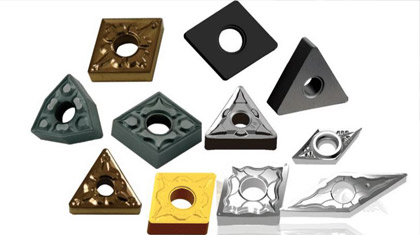
Carbide Inserts Without Coating
Uncoated inserts are affordable and appropriate for general-purpose metal machining.
TiN Coating (Titanium Nitride)
TiN-coated inserts are ideal for high-speed machining because they have improved wear resistance and reduced friction.
coating made of titanium carbo-nitride
Inserts with TiCN coating have greater toughness and perform better in semi-finishing applications.
Coating made of titanium aluminum nitride (TiAlN)
Inserts with TiAlN coating perform well in hot settings and have a longer tool life.
inserts coated in diamonds
The increased wear resistance of diamond-coated inserts makes them ideal for abrasive aluminum alloys.
For aluminum machining, choosing the proper carbide insert is an essential step that has a big impact on the process’ overall success. Machinists must take into account a number of things from various viewpoints in order to get the finest outcomes. Here, we examine the crucial factors to take into account while selecting the best carbide insert for aluminum:
The machinability of aluminum alloys varies widely, hence it is critical to know which alloy is being machined. Hardness, thermal conductivity, and chip forming properties can vary amongst alloys. It will be easier to choose an insert with the proper geometry, rake angle, and coating for the specific aluminum alloy if you are aware of these differences.
The carbide insert selected should match the machining process being used. Different requirements, such as those for cutting forces, chip management, and surface polish standards, apply to turning, milling, and drilling. Machine operators should choose inserts specifically designed for their unique machining jobs since insert manufacturers frequently provide specialized inserts suited for each operation.
Effective aluminum machining depends on choosing the right cutting settings. Based on the shape, coating, and material being machined for the insert, it is necessary to carefully set the cutting speed, feed rate, and depth of cut. In aluminum machining, high cutting speeds and feeds are typically preferred to limit dwell time of the cutting edge on the workpiece and reduce the possibility of built-up edge development.
For precise and reliable outcomes, machining stability is essential. Better performance is ensured by choosing a sturdy machine with the right spindle power and rigidity. Additionally, a strong tool holding mechanism aids in keeping the insert in place when cutting, minimizing vibration and extending tool life.
Due to its high thermal conductivity, aluminum produces a substantial amount of heat during processing. It’s essential to use efficient cooling and lubricating techniques to disperse this heat and stop early insert wear. Aluminum machining frequently makes use of water-soluble coolants with good heat transmission capabilities. In addition, through-the-tool coolant delivery systems may effectively manage temperature and evacuate chips.
These angles should be taken into account when choosing carbide inserts for aluminum as they’ll improve machining efficiency, extend tool life, and improve surface polish. The parameters must be tested and adjusted according to the particular machining setup and application, though. For instance, reducing cutting forces and vibration is essential to prevent workpiece deformation when milling components with thin walls. On the other hand, when machining in big quantities, maximizing tool life and productivity takes precedence.
To further improve their abilities to machine aluminum, machinists can investigate cutting-edge insert technologies including high-feed designs and specialty coatings. High-feed inserts provide high material removal rates and shorter machining times because to their small entry angles and high chip thinning capabilities. The most recent TiAlN coating generation, for example, may provide even greater wear resistance and performance in high-temperature applications.
To maximize performance, increase tool life, and produce high-caliber products, it is crucial to put the best practices for carbide inserts in aluminum machining into practice. Let’s delve deeper into these recommendations:
Pay close attention to the installation and setup instructions provided by the manufacturer. Make sure there is no excessive runout or misalignment and that the insert is firmly gripped in the toolholder.
In order to obtain proper positioning, check the insert’s seating and make any required changes. An insert that is properly inserted guarantees uniform cutting and delays premature wear.
Make sure the cutting settings are appropriate for the particular insert geometry, coating, and aluminum alloy being machined. For aluminum, faster cutting rates and feeds are typically chosen to cut down on dwell time and BUE production.
To discover the sweet spot where tool life and productivity are equally matched, start with conservative parameters and gradually increase them.
Utilize insert chipbreaker designs to encourage effective chip evacuation. Chip entanglement can be avoided with proper chip control, which also lowers the possibility of tool and workpiece damage.
Use pressurized air or through-the-tool coolant supply to help with chip removal and maintain a clear cutting zone.
reducing the formation of built-up edges (BUEs)
Choose inserts with the proper edge coatings and preparations to reduce BUE formation. Surface finish can be improved and the chance of BUE decreased by using an honed edge or a specific wiper edge.
Utilize cutting fluids or coatings that won’t cause aluminum to stick to the cutting edge.
Adjust the cutting parameters, and think about employing a nose radius that complies with the demands of the desired surface finish.
By choosing the right toolholding systems and ensuring a steady machine configuration, you can reduce vibrations and deflection.
Investigate high-feed inserts in situations where high material removal rates are necessary. Small entering angles and quick material removal capabilities of these inserts increase efficiency.
Use heat-transfer-efficient water-soluble coolants to efficiently disperse heat and maintain constant cutting temperatures.
To improve cooling and lubrication, think about putting coolant straight through the tool or employing minimal quantity lubrication (MQL) methods.
Check your carbide inserts frequently for symptoms of wear, deterioration, or chipping. To maintain optimal performance, swap out inserts as necessary.
Make that the toolholders are clean and free of any pollutants or debris that could influence insert seating and function.
Aluminum can sometimes be machined dry (without coolant), especially when utilizing diamond-coated inserts or high-feed tools.
Dry machining prevents the possibility of coolant-related problems while removing the requirement for coolant and lowering costs.
Keep abreast of developments in coating and insert technologies. In the machining of aluminum, more recent coating generations, including the various iterations of TiAlN, might provide better performance and longer tool life.
Machinists may optimize their aluminum machining procedures, save downtime, and create high-quality components by following these best practices. To stay at the cutting edge of aluminum machining capabilities, it’s crucial to continuously evaluate and alter cutting parameters as well as investigate cutting-edge insert technologies. Developing best practices and pushing the limits of aluminum machining performance also heavily rely on experimentation and knowledge exchange within the machining community.
The performance, tool life, and overall effectiveness of carbide inserts for aluminum machining must be maximized. Following are some crucial maintenance procedures:
Machine operators may extend the life of their carbide inserts, increase machining effectiveness, and provide superior aluminum machining results by carefully adhering to certain maintenance procedures. To avoid unanticipated tool failures and ensure a smooth manufacturing process, regular inspection and proactive replacement of worn inserts are especially crucial.
The efficient and precise cutting of aluminum requires the use of carbide inserts. To get the best results, it’s essential to comprehend the characteristics and difficulties of aluminum as well as the numerous kinds of carbide inserts and their coatings. Machinists may fully realize the potential of carbide inserts to improve their aluminum machining processes by choosing the appropriate insert, putting best practices into effect, and guaranteeing safety measures. Further investigation and experimentation with carbide inserts promise even greater gains in aluminum machining performance as technology and research evolve.